

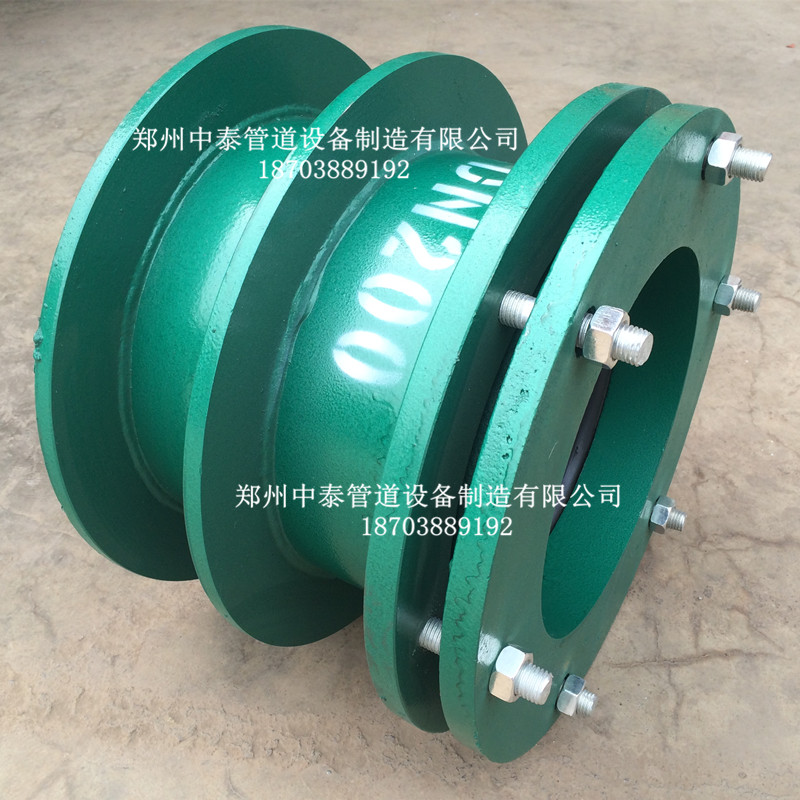














刚性防水套管常用表面防腐处理方式选择
在防腐施工过程中,防水套管的表面处理是决定管道防腐寿命的关键因素之一。防腐层与防水套管的牢固结合是前提。根据专业研究机构的研究,防腐层的寿命取决于涂层的类型,涂层的质量和施工环境。 防水套管的表面处理会影响防腐层的寿命约50%。因此,无论是无缝管还是焊管严格按照钢管表面防腐层规范的要求,不断改进钢管的表面处理方法。

国标钢制刚性防水套管内外表面防腐处理;
刚性防水套管内外表面具有良好的钝化层,耐腐蚀能力强。内外表面光洁度高,介质粘附少有利于耐腐蚀。管内表面光洁度高液体介质滞留越少,有利于冲洗,特别在制药行业。
1、管内表面电解抛光(电化学抛光):电解抛光液是磷酸、硫酸、铬酐、明胶、重铬酸钾等。刚性防水套管内表面在阳极上,抛光液在和内流动通以低电压大电流而进行电解抛光处理。这时管内表面同时进行着两个相互矛盾的过程,即金属表面钝化层(含稠性粘膜)生成与溶解。由于表面微观的凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解。由于表面微观凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在表面形成一种高电阻的稠性粘膜。该膜在凹凸处厚度不同导致阳极表面电流密度大,尖端放电溶解速度快,在短时间内达到削平突出的微观部分的目的,能达到很高的光洁度Ra≤0.2-0.4μm。并在这种作用下,管内表增加了铬含量,增加了金属表面钝化层的耐腐蚀能力。
2.如何掌握抛光的质量要与电解液配方、浓度、温度、通电时间、电流密度、电极状况、管表面处理程度等有关。技术掌握不好反而会破坏管表面光洁度,电解程度过大会出现更多更大的凹凸面,甚至条管报废,真正制作好质量需要技术,费用成本高。管内表面机械抛光:有旋转与直线抛光。这里以旋转机械抛光为例:机械抛光设备简单,动力与抛光盘、高级抛光设备简单,动力与抛光盘、高级抛光蜡。采用逐级细砂粒作的布盘与布盘在管内外表面上来回多次多道进行抛光处理,光洁度能达到
Ra≤0.2-0.4μm。
机械抛光与电解抛光相比较具有设备简单、技术含量低容易掌握,费用成本也低,不会破坏管而造成报废,因此广泛地应用。但表面印化层耐腐蚀能力电解抛光要好。
- 上一篇:嘉峪关防水套管解决了套管与墙壁之间的漏水和密封的问题 2022/5/9
- 下一篇:碳钢刚性防水套管的组成及优点 2022/4/28