















柔性防水套管焊缝的检验方法
柔性防水套管焊缝的检验方法
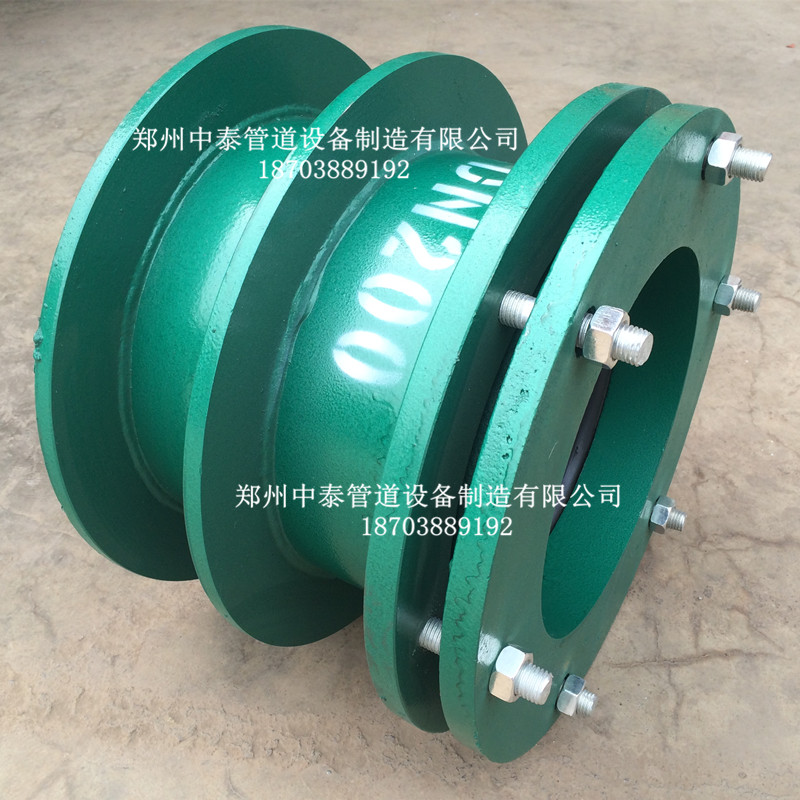
国标柔性防水套管的焊缝非常的均匀,匀实,看上去给人一种舒服的感觉,那么非标和中标呢,因为他们管子的厚度问题,中标的焊缝在国标和非标之间,从焊缝上面也可以看得出来。
1.柔性防水套管所有焊缝都要进行外观检验,焊缝表面不允许有裂纹、夹渣、气孔、未熔合、飞溅的存在。
2.外观检验合格的焊缝,对焊缝进行超声检测,合格级别为II级。
3.柔性防水套管管线焊道焊缝表面不允许有表面缺陷,咬边深度小于0.5毫米,长度小于等于焊缝全长的10%,且小 于100毫米。
4.管线横平竖直,立管垂直度***不超过15mm,对口错边量小于1mm,标高误差小于20mm;法兰平行度小于0.3mm。
5.防腐管下沟前,应用电火花检漏仪对管线全部检测,检漏电压为2.5KV,并填写检查记录。
6.柔性防水套管管道回填前应进行压力试验,并填写《隐蔽工程记录》由建设单位确认后,才能回填土。
7.焊口处应光洁平整,确保无焊渣气孔等不合格处;
8.外观检验合格后进行油渗检验,不合格的焊缝铲除重焊,重焊次数不得超过三次。
9.焊缝在外观及油渗检验合格后进行焊缝无损探伤检验,取样数量符合设计及相关规范要求。文章来源:http://jnhqzy.com
国标柔性防水套管的焊缝非常的均匀,匀实,看上去给人一种舒服的感觉,那么非标和中标呢,因为他们管子的厚度问题,中标的焊缝在国标和非标之间,从焊缝上面也可以看得出来。
1.柔性防水套管所有焊缝都要进行外观检验,焊缝表面不允许有裂纹、夹渣、气孔、未熔合、飞溅的存在。
2.外观检验合格的焊缝,对焊缝进行超声检测,合格级别为II级。
3.柔性防水套管管线焊道焊缝表面不允许有表面缺陷,咬边深度小于0.5毫米,长度小于等于焊缝全长的10%,且小 于100毫米。
4.管线横平竖直,立管垂直度***不超过15mm,对口错边量小于1mm,标高误差小于20mm;法兰平行度小于0.3mm。
5.防腐管下沟前,应用电火花检漏仪对管线全部检测,检漏电压为2.5KV,并填写检查记录。
6.柔性防水套管管道回填前应进行压力试验,并填写《隐蔽工程记录》由建设单位确认后,才能回填土。
7.焊口处应光洁平整,确保无焊渣气孔等不合格处;
8.外观检验合格后进行油渗检验,不合格的焊缝铲除重焊,重焊次数不得超过三次。
9.焊缝在外观及油渗检验合格后进行焊缝无损探伤检验,取样数量符合设计及相关规范要求。文章来源:http://jnhqzy.com
- 上一篇:防水套管补漏常识 2018/8/2
- 下一篇:柔性防水套管可用于供暖管道穿墙效果呈现的不错 2018/8/1