















特殊的柔性防水套管怎样焊接--中泰管道
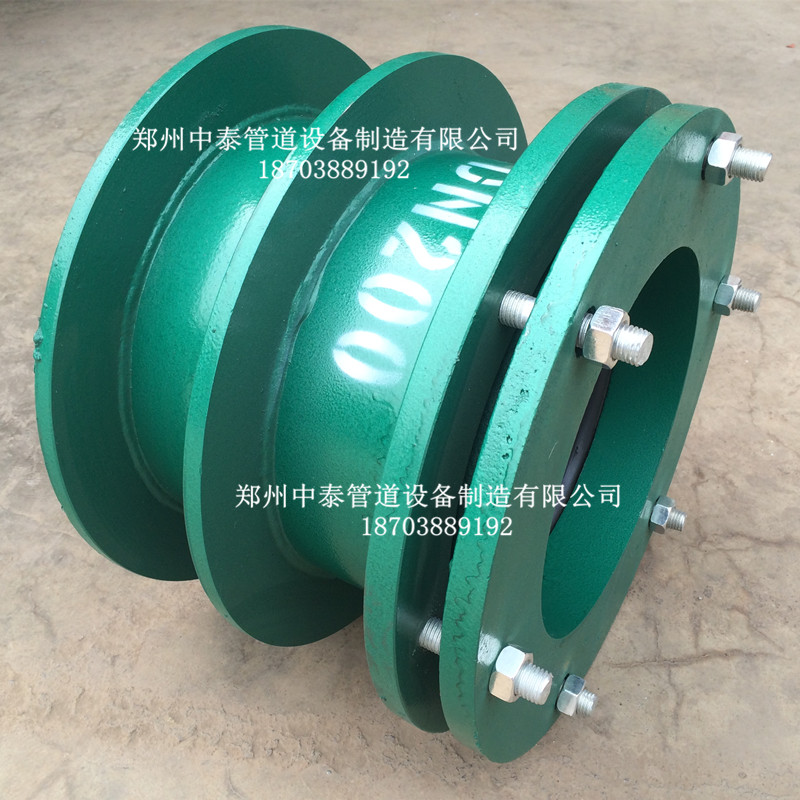
柔性防水套管的种类很多,还有一些特殊的,比较特殊的柔性防水套管怎么焊接呢?大家可以了解一下。
柔性防水套管管口组装前应将焊口表面及内外壁清理干净,直至发出金属光泽,每侧清理范围在10mm以上。为保证柔性防水套管焊缝内表面的圆滑,特要求在对口时内壁应齐平,其内壁错边量不大于0.5mm。柔性防水套管连接仪表一次元件开孔采用砂轮机加工,其开孔处无锐角、突出部,与管接头点焊后,在焊前经厂方确认后方可焊接。管子对口时用直尺检查平直度,在距离接口中心200mm处测量,当DN<100mm时,允许偏差为1mm,当DN≥100mm时,允许偏差为2mm,但全长允许偏差为10mm。
柔性防水套管管道焊接铸造安装的步骤与措施:柔性防水套管预制应考虑安装和固定焊接的方便,尽可能加大预制深度减少固定口的焊接,预制完毕要作好标记,以利于现场X射线的检查及安装;预制完毕的管段,应将内部清理干净,及时封闭管口,保持管内清洁;
柔性防水套管连接时不得用对口、加热柔性防水套管、加偏向垫或多层垫来消除端面的间隙、偏差、错口或不同心等,柔性防水套管安装期间,敞口管子应加以封闭,管子与设备连接不应使设备承受附加外力;软管安装时,应避免急弯,外径大于30mm的软管,*小弯曲半径在9倍以上,外径小于等于30mm的软管,小弯曲半径在6倍管径以上。在静止或随机移动时,胶管不得有扭转变形现象,其长度不但要满足弯曲半径和行程外,还应有4%左右的余量,胶管安装后,相互之间和其他物体不得有摩擦,在离热源近的地方有隔热措施。

- 上一篇:施工中防水套管的闭合温差如何计算---中泰管道 2019/8/24
- 下一篇:防水套管浇注混凝土时对墙体结构的要求--中泰管道 2019/8/22